Technical
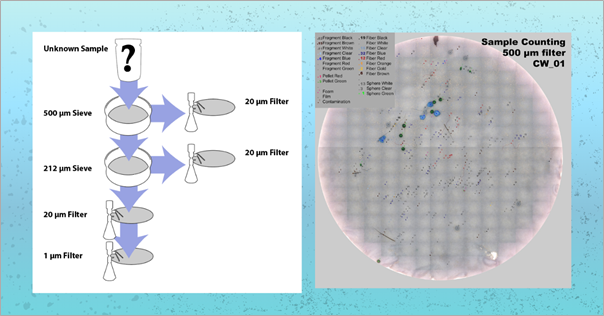
Characterization and Analysis of Microplastics Using Benchtop Micromanipulators and Confocal Raman Microscopy
Microplastics are pervasive environmental contaminants with known effects on human health. They are found in…

Greenhouse Gas Monitoring: A Complete Guide to Accurate Environmental Measurement
The measurement and tracking of greenhouse gases has become one of the most critical environmental…

GHG Emission Monitoring for Industrial Compliance: Technologies and Best Practices
Industrial facilities face mounting pressure to track, report, and reduce greenhouse gas emissions. What was…

Transient Plane Source (TPS): A Modern Approach to Thermal Conductivity Measurement
As materials become more advanced and application demands grow more complex, accurately measuring thermal properties…

What Is a TPS Conductivity Meter and How Does It Work?
Thermal conductivity testing has evolved beyond slow, highly controlled laboratory setups. Today’s laboratories need instruments…
ASTM E3088-25: New Standard Published for Hot Disk® Transient Plane Source (TPS) Method – A Major Milestone for Thermal Analysis
Advancing materials research and quality control depends on accurate and repeatable thermal measurements. Barnett Technical…

Why Nanoparticle Size Distribution Matters: Impacts on Performance, Safety, and Quality
Image Credit: www.researchgate.net In nanotechnology, pharmaceuticals, materials science, and countless other industries, nanoparticle size distribution…

How Inline Particle Size Analysers Enable Real-Time Process Control in Manufacturing
In modern manufacturing environments, precision, efficiency, and consistency are non-negotiable. Whether in pharmaceuticals, chemicals, food…

The Benefits of In Situ Nanoparticle Size Analyzers
Image Credit: www.cordouan-tech.com In modern nanomaterials research and production, understanding particle size in real time…