Technical
Efficient AFM Sample Preparation Using the MicroSupport AxisPro: Precise Micro-Sample Handling and Mounting Techniques
As materials research, semiconductor analysis, and micro-scale characterization continue to advance, there is an increasing…
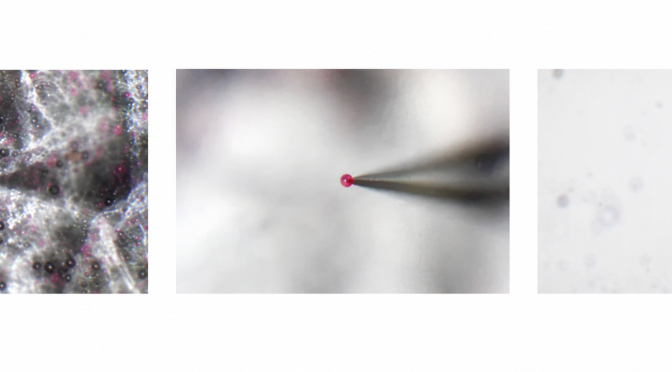
Precision Micro-Particle Handling: From Targeted Particle Extraction to Vacuum Transfer of Industrial Particles
Handling microscopic particles presents significant challenges in analytical, research, and industrial environments. At micro-scale dimensions,…

Soil Flux Analysis with ABB LGR-ICOS Laser Gas Analyzers
Accurate measurement of greenhouse gas exchange between soils and the atmosphere represents one of the…

Real-Time Gas Flux Analysis for Capturing Transient Soil Emission events
Soil greenhouse gas emissions rarely occur at steady, predictable rates. Instead, many of the most…
Thermal Conductivity Testing: A Guide to Methods, Applications, and Instrument Selection
Image Credit: www.hotdiskinstruments.com A single thermal management failure can halt production, fail regulatory testing, or…

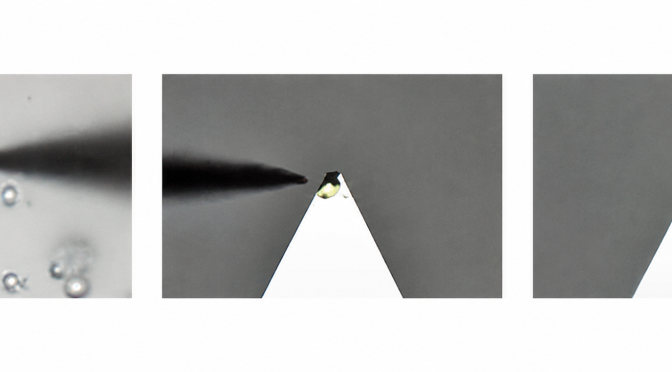
Pinpoint Collection of Foreign Particles in Paper Fibers (30–100 µm) Using Precision Micro-Manipulation
Image Credit: https://www.microsupport.co.jp/ Contamination analysis in paper manufacturing, packaging materials, specialty papers, and research applications often…
How Axis Pro Enables Precise and Repeatable Surface Sample Preparation?
Image Credit: https://www.microsupport.co.jp/ Precise sample preparation is essential in materials analysis because it directly influences the…

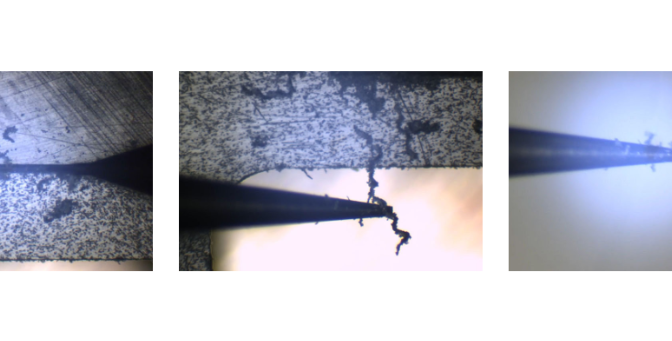
Micro Spot Welding for Fine Metal Wires (30–100µm): Precision Wiring Connection and Modification for Advanced Applications
Miniaturization has become the engineering standard for a wide range of circuitry applications. Across microelectronics,…

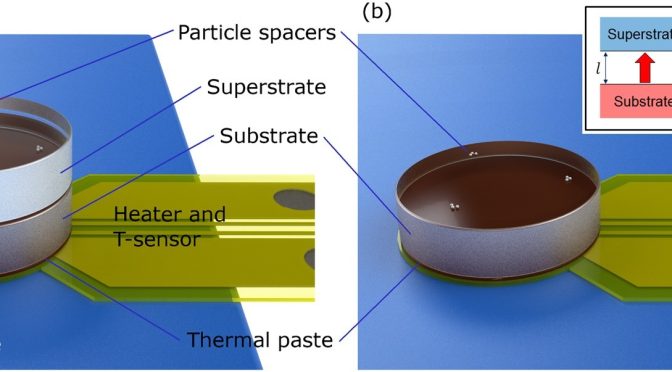
Specific Heat Capacity of Lithium Ion Batteries Using a Hot Disk® Hot Cell®
Image Credit: https://www.hotdiskinstruments.com Lithium-ion batteries charge fast, discharge under load, and cycle through repeated temperature…